

Application of EMI Shielding, Conductive Plastics and Thermal Management Materials for ADAS Radar Sensor Modules
Discover how you can evaluate a part candidate for conversion to an integrated assembly with this on demand webinar.
- Defining an integrated assembly
- Evaluating a good part candidate and the part conversion process
- Design considerations
- Materials and global availability
- Real customer case studies
Metal-to-Plastic Conversion of Automotive Driver Safety Modules Webinar - powered by Happy Scribe
All right. Welcome, everyone. My name is Jarrod Cohen, the marketing communications manager for Parker Chomerics. This is the webinar Metal to Plastic Conversion for Automotive ADAS Integrated Assembly Modules. Great to have you with us. We're going to get started in just a few moments.
Thank you. All right. It looks like everyone has had a chance to join. So we're just going to go over a few housekeeping details before we begin. Please set yourself to listen only mode. If you haven't already, there will be a great question and answer session at the end of this webinar. So go ahead and use that Q and A button. Go ahead, submit a question to the chat feature. We'll make sure we get it answered at the end of the webinar. And then finally, this webinar will be recorded and available to you after the call. So if you missed something, you want to go back to it, don't worry. You will have the recording. So now let's introduce today's speakers. We have Pete Marashio and Peter Torok. Pete M. Are you there?
Yes, I'm here. Hello, and welcome. My name is Pete Marashio. I've been working at Parker Chomerics for 35 plus years. I have worked as a mechanical engineer, applications engineering manager and currently as an outside sales engineer.
Hi, I'm Peter Torok. I'm the plastics product line manager. I've been with Parker Chomerics for 17 years, and I'm the applications engineering go to person for new plastic projects.
All right.
So let's get into today's agenda. First, we'll start with a brief introduction to Parker Chomerics, and then we'll get right into the integrated assembly definition and a background of what that integrated assembly is that we are going to speak about. We'll talk about the evaluation in part conversion process to integrated assemblies and then design and process considerations. And really, what we want to honey on today is that real world case study that we talk about and any key takeaways and summaries. So don't forget, we do have that live Q and A at the end with both Pete and Pete.
So go ahead, submit your questions throughout this webinar and we'll get started. So first, just a quick note about who we are. Parker Chomerics is a division of Parker Hannifin Corporation. We are the global leader in the development and application of EMI shielding and thermal interface materials. So our core competencies are in materials science and process technology. And we really do offer a complete market driven product development cycle. So we feature integrated electronics housing, and we're proud to offer custom engineered solutions in a fully integrated global supply chain. And then we manage that for a lot of our customers worldwide.
So let's discuss what exactly we need when we say integrated assembly. An integrated assembly is electronics housing delivered ready for your printed circuit board assembly or PCBA. Traditionally, OEMs have procured a housing or some similar structural component and assembled a variety of peripheral features or components to that main structural component along with the PCBA. These steps were typically done by the OEM at final assembly.
Yeah, that's right, Pete. Today there's lots of vendors out there that have many of these integration capabilities, and that gives the vendor the opportunity to provide value added features before final assembly. This entire process is what we'll refer to throughout the presentation as an integrated assembly.
A PCBA ready integrated assembly may include EMI shielding materials such as gaskets coatings, or even electrically conductive plastic for the housing itself.
The assembly will also likely have thermal interface materials, such as gap pad fillers, dispense, thermal gels, adhesive tapes, or even a thermal grease.
In addition to the materials we just discussed, integration vendors might also add pre assembled connectors fittings, breather membranes, and we've even seen secondary assemblies, such as a sub assembly added within the primary assembly.
Yeah, Pete, that's a lot there. There's a lot that can be integrated into one assembly. Because of this, most OEMs are looking for a way to simplify cost and reduce supply chain of their final PCBA assembly. This webinar is going to explore many of those possibilities.
So let's first discuss the benefits of integrated assemblies. To achieve light weighting targets, especially important for automotive ADAS emobility segment conversion of metal to an injection molded plastic-based assembly is quite popular, as plastic weighs nearly half as much as aluminum and as low as 20% of the weight of steel.
And then there's one of the more obvious benefits when you're integrating is the fact that you're working with one supplier versus multiple suppliers for the entire bill of materials. This can save your supply chain team and purchasing groups hundreds of hours per year on one project alone.
Great point, Pete. In addition to the savings you can achieve on the supply chain side, there are just as many opportunities for saving manufacturing hours and reducing the complexity of your final assembly operations. For instance, the OEM would not need to dispense EMI or thermal interface materials, since those secondary operations would be delivered completely on the assembly by the integration vendor.
So another important consideration is that your integrated assembly component is going to be engineered with the proper thermal management materials. So it's a key point to pick an integrated assembly vendor that has experience in materials who can help recommend and provide solutions that can save countless hours and dollars in capital equipment and engineering costs.
Likewise, the same can be said about EMI shielding materials such as robotically dispensed form and place gaskets and other types of intricate dispensing. In some applications, the burden of spraying high performance EMI coatings is entirely on the solution provider.
Exactly right, Pete. The right solution provider is always going to be looking to reduce cost and increase the volume throughput. One of the best examples of this is how a four cavity plastic housing mold will yield a consistent cost benefit over a two cavity plastic mold for a minimal tooling price increase.
So what types of housing modules are well suited to be an integrated assembly? Automotive ADAS modules are prime applications. Examples such as long-range radar modules, as found in adaptive cruise control systems. Short range radar, like in a blind spot detection system integrated into your car's mirrors.
What about modules with cameras or sensors?
Sure, forward and rear facing cameras and sensors for collision avoidance and Lane departure warning, even LiDAR and other types of ECU's effectively any automotive control unit that requires thermal or EMI shielding enhancement as a prime candidate to be an integrated assembly.
Okay, so when it comes to metal or plastic conversion technology, if a housing only has a moderate ambient thermal requirement, there's an opportunity to mold an all in one electrically conductive plastic housing. This will require a non conductive insulator for a connector. However, many of those can be automated into the main housing cost effectively. To learn more about electrically conductive plastics, please check out our Metal to Plastic Conversion Webinar, available on demand on our website.
As technology enhancements require more and more electronics to be embedded into our vehicles, there's a growing need for EMI and thermal management countermeasures to ensure systems perform reliably without failure or interference with one another.
That's right, Pete. Reliable operation is especially important in the eight A category. As you can imagine, the radar bandwidth frequency for automotive sensors is now fully migrated from 24 GHz to 77 GHz, and that means smaller gap sizes need to be mitigated as these new designs are implemented.
That's correct, Pete, but the good news is these higher performance systems will provide a better driver safety experience going forward. So let's get into the details of how you would evaluate a potential project of converting multiple components to an integrated assembly. Before we know if a candidate assembly is well suited for integration, we need to take a step back and evaluate evaluate your current state.
We begin the process by identifying the value add steps needed before final assembly. It's important to make sure we list every component and labor operation no matter how insignificant it may seem. Basically, you are detailing a full BOM and routing of your assembly. Make sure this includes anything that occurs at third party vendor locations along with the operations you currently do in house.
Once that's done, this is where you would begin to look for opportunities to consolidate and rearrange operations. Keep searching for steps that could be done before the optimal, near complete assembly arrives at your destination. Once you've determined your project is going forward, this is where you need to identify critical attributes to the function of your assembly. This includes things like mechanical or impact strength, thermal cycling, hydrolysis resistance, and any other performance type criteria critical to your design.
Likewise, you want to engage all of your suppliers so that they are on board with these types of performance requirements for the components they will be supplying. This includes any design for manufacture analysis, which will ensure all of the OEM critical requirements are met.
Every step of the way, you want to be monitoring your overall project costs and finished goods costs, things such as raw materials, tooling prototypes and validation testing. If you've ever participated in a Design for Manufacturability class, this is where you would put together your house of quality.
And finally, in addition to the capital expenses and the ROI that we'll be talking about in a few minutes at the end of the line, you want to do a comprehensive cost analysis that not only focuses on capital, but also your manufacturing steps and materials. Like we've discussed, there's almost always an opportunity to consolidate the number of touch points and vendors. Most projects start with vendors all over the place, and once you get down to it, it becomes apparent that many of these steps can be completed with fewer vendors.
Yes, that's right, Pete. Typically the more vendors you have, things get more complicated and there's more opportunity for someone to drop the ball. Reducing the number of vendors provides an improvement.
When you buy a complete assembly from one person, they're taking on the responsibility of managing your supply chain. You just made your life easier, and you reduce the potential for what could go wrong.
You might have thought about your assembly in a certain order, but that might change when you start to consolidate your vendors, you might have to be flexible with your order of operations. You might have to think outside the box if they can come together without risking the integrity and the function of the product.
This is where you want to make sure you know all your vendors' capabilities, especially including the ones you might not be currently using. The best way to do this is to reach out to your vendor's engineering team and have a conversation about streamlining your process and ask what types of other activities they could support.
So, Pete, let's just say for a second, my vendor A does ultrasonic welding, but they aren't doing ultrasonic insert assembly. What do I tell them?
Good point, Pete. You might say to your vendor, what size equipment do you have for ultrasonic welding? If your vendor says they have an ultrasonic welder, but they've never used it for the purpose that your assembly might need, you might work with that vendor to put them in touch with engineering support people that can equip them properly, and they now have the capability to do the operation you're looking for.
Right? You've now expanded your vendors capabilities because that vendor is ideally suited to do something like threaded insert installation, along with what they're currently doing for you.
You might also want to go to someone who has a five star quality rating. Identify vendors who can handle millions of pieces of complex nature and an integrated assembly with the quality history to be able to deliver to you and other customers what you want, which is zero defects.
And finally, in the world of zero defects. If you're doing high volume assembly or manufacturing, you probably need to have automated inspection to ensure proper quality. After you've identified potential consolidation opportunities, your next step requires a close look at the capital investment costs with your target vendors.
To establish your cost models for ROI, let's say your vendor has to invest in a larger piece of equipment currently outside their capability. This applies not only to the vendor, but to the integrator. Everything you do to increase your capabilities has to have an ROI analysis completed, so just be sure to carefully consider your cost model every step of the way.
And what kind of capital expenses are we talking about? Dispensing of thermal gels, form-in-place gasket dispensing, injection molding plastics, or even ultrasonic assembly of items along with other components that may be pre assembled.
This is where you want to make sure you're not relying entirely on your vendors to volunteer their services. You might want to work with your vendor's engineering team and help them understand the scope of these opportunities. You might want to even share approximate equipment costs to help them arrive at their ROI more efficiently.
And now our second to last section, we wanted to bring your attention to why zero touch automation in our assembly really matters.
The two biggest benefits to zero touch automation are 1, increase in your foot and 2, 100% validation of every manufacturing step along the way. So the way we do it here at Chomerics is like this: Step one is going to be something like stage your threaded insert with orientation requirements on a loading plate. Step two is to pick up these inserts from the loading plate by robotic arm. The point of this is that there are built in inspection or safety measures that will not allow step two to occur unless step one is validated completely and properly.
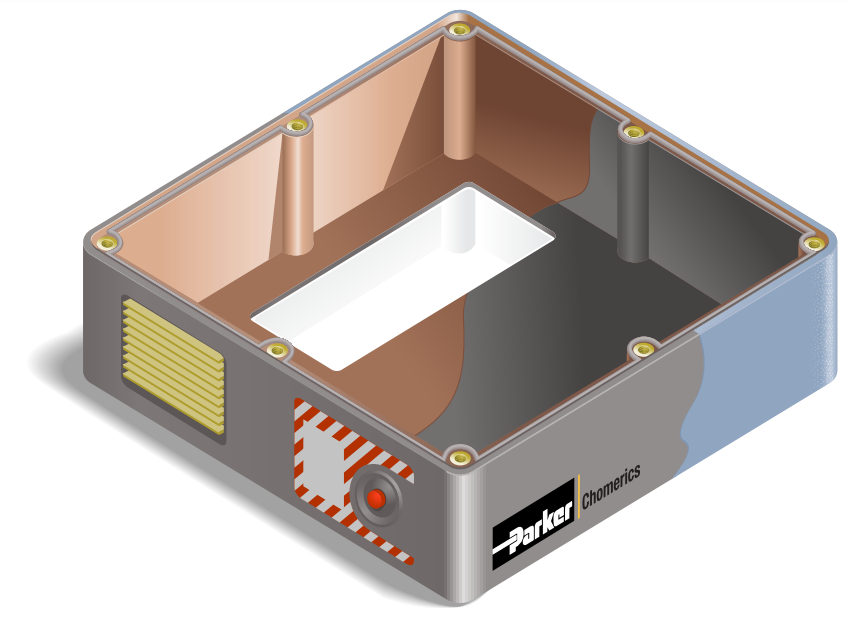
So let's get into our case study. For this particular assembly, we've identified two key areas where integration could provide significant benefits. Our customer was looking for our help in achieving their aggressive cost targets, along with helping to reduce final assembly and labor cost.
The two best components we've identified to help with these areas were the housing and internal shield. We'll break these down individually on the next two slides.
On the housing assembly, Parker Chomerics supplied the plastic injection molded housing, CHO-SHIELD conductive paint was applied to the inside surface of that housing for EMI shielding. EMI CHOFORM gasketing was then dispensed for enhanced EMI shielding isolation of the connector area. Thermal management gap pads were robotically placed within the housing and also thermal management. One part gels were dispensed within the housing for the thermal transfer of heat from the internal components to the outside surfaces of that housing.
In addition, we've automated the ultrasonically attached Goretex breather membrane. For the RF shield, we were able to overmold Parker Chomerics absorber materials and EMI shielding materials onto the die casting. Alternatively, some manufacturers are using injection molded absorber filled plastics in lieu of die castings. These plastic versions are a great cost savings when moderate levels of absorption are required.
The more integration you can provide, the better your opportunity to reduce failure modes. These types of activities are key to your overall goal of zero defects.
All of the steps required for both the housing and RF shield can be automated so that each new step is also validating. The previous step that it was done correctly and defect free.
This is one of the unseen but substantial benefits that can come from product integration. It's just a small sample of materials that we offer that can support this type of integration activity. It's always helpful if your integration suppliers are vertically integrated with materials to go along with their conversion services. Materials such as one and two part thermal gels, ranging from 1.0 Watt per meter K to 7.5 Watt per meter K thermal connectivity. Thermal pads ranging from one to 6.0 Watt per meter K, molded absorber materials, conductive filled plastic materials, dispensed EMI gaskets, molded gaskets, conductive paints, et cetera.
So we're coming to a wrap up here and let's take a few minutes to go over the main requirements needed to successfully create an integrated solution. First and foremost, you'll need to identify every operation and material required to complete your assembly.
Secondly, you also need to identify what critical controls are needed to ensure your product meets performance requirements and zero defects.
Thirdly, use examples provided by target vendors of how they have successfully achieved integration. Keep in mind your order of operations may change based on the services and materials each vendor can provide. Okay, so now let's get into the question and answer period.
So real quick. This is Pete Torok. I'd like to introduce Brian Poor. He's one of our star application engineers at our facility in Woburn. Pete Marashio is not available for this Q and A, but Brian's going to do a great job filling in for him.
Thanks, Pete.
All right, so real quick. The first question we got here is somebody wanted to know when you were project planning for a housing assembly, just like the one we showed for the housing itself for an injection molded part like that, how long should you estimate for an injection mold? And roughly speaking, the housing we showed in this example is about a eight to ten week build just to get first shots. So that'll get you essentially some touch field parts that you can start to see how things are going together, not necessarily PPAP not necessarily full debug, but at least you could start looking at how things are coming along. And then, in order to get, like a full PPAP automotive approved housing, you would need another eight weeks or so to get through debug and final inspection and qualification. So, Brian, there's a question on EMI shielding gasket material?
Yes, we have a question regarding the CHO-SHIELD 2056, the silver, copper and silver blend acrylic, and how well it would galvanically match up to the nickel graphite filled (CHO-SEAL) S6305. The systems are relatively close for galvanic corrosion concerns for corrosion to take place, you have to also have an electrolyte present, such as water or salt water. If the seal is performed and designed properly without the exposure to the electrolyte, even materials like these won't suffer any corrosion. Good question.
Okay, so we have a question about EMI shielding for a conductive plastic. And essentially they're asking, what kind of shielding can you expect from conductive plastic when compared to die casting and coatings? So, roughly speaking, a die cast housing is going to have the most EMI shielding. It's going to be about 100 to 110 dB. And plastic housing is going to get you quite a bit, but not anywhere near that much. So that would be in your 75 to 85 dB range, which in our experience for most of these types of housing applications, is really what the customer is looking for something in that range. And coatings can, depending on what you apply them to, whether you apply it on top of a conductive housing or a non conductive housing, those will usually do somewhere around 75 to 90 dB shielding and even more if it's on top of a conductor housing. So back to you, Brian.
Okay. I see a question here about dispensing EMI shielding material on that 77 GHz radar application.
For materials in the conductive elastomer family, you would generally look at the form-in-place product such as our CHOFORM materials. There are two general classes of CHOFORM. There's a heat cured system and a moisture cured system for a plastic substrate. I would generally look at a moisture cure system because we don't want to damage the plastic with heat, typically using a nickel graphite filled product like our 55 38 or possibly our silver aluminum filled 55 75 material, which is a higher temperature range. If it was a metal substrate, I would consider the thermal cured silicone based products we have the nickel graphite filled CHOFORM 5541 or possibly the CHOFORM 5550 if you need a higher temperature limit.
Okay. So there's a question here about choosing a qualified supplier and how a buyer would make that decision. So first and foremost, as we go back to the webinar here, as you can imagine, this is not going to be an easy decision that one person is going to make on the basis of price alone. Right? There's going to have to be a lot of thought and a lot of coordination from a team of engineers and purchasing and supply chain to make these kinds of decisions. And obviously you want to make sure everybody who's involved is well qualified and well capable.
But in addition to that, at some point, you're going to have to let go of the reins a little bit on the engineering, design and testing capabilities at the system level. So that's where you want to try to figure out whose ownership is the overall design. So if this is an OEM thing, you want to make sure that the supplier has a solid understanding of both the component and system levels. You also want to make sure that the material suppliers are fully capable of the design and testing capabilities.
You need to validate the solution, whether it's like EMI shielding or any type of thermal requirements. And it's also really a great benefit to have a supplier who's got experience that's actually done any kind of system integration before and that level of testing, that's a huge gain. So toss it back to you, Brian.
I don't know.
Sure. There's one here about our thermal products. What dispensed thermal management material would you recommend on that same 77 GHz radar sensor application that would best dissipate heat? Obviously, there's a lot of thermal requirements that we'd want to look into, but I would typically lead with our three Watt per meter K systems, and depending upon the need, we might look at the higher performance seven and a half Watt per meter K systems. My typical go to tends to be our GEL 30 or GEL 37 materials, and then the high end solution would be the GEL 75.
The product can be dispensed in many different formats, typically a 30 CC cartridge, and then in high application runners, you could even look at a five gallon pale depending upon the number of units you're dispensing at any one time. The materials are ideal for integrated solutions, such as the ADAS radar sensors and the thermal pads are a good option for dissipating heat from the components within the assembly to the outer cover. Their biggest value add is going to be that they can accommodate a lot of tolerance stack up and have very low pressures.
Okay, so there's a question here from one of our own, Ben, on no touch automation, which is really good question. So as we alluded to in the film, no touch automation is a key component to getting to zero defects. And you definitely want to have a full process planned out and designed out top to bottom that can not only get all the assembly steps done and all of the staging done, but also validate every step of the way that the step before was done correctly and the process cannot advance until the step before was done correctly and everything is complete.
So the question is, is no touch automation done in us? Or does Chomerics have capabilities in other regions? So the answer is we do have capabilities in Europe and in Asia, and we've done this type of thing for the most part in us. We do some of it in our Mexico facility, and we also have done this in Malaysia, Chomerics Malaysia, and also in Chomerics Czech Republic. So this type of thing has been done globally, and it's certainly something that we have to approach globally as well.
All right. I think we've got all the questions answered. Jonathan or Jarrod . Anything else that we may have missed? I think we're good. Right?
We're good!
All right. So with that, thank you, everyone. I'll toss it back to Jonathan and Jared to do the final wrap up.
Thanks, Pete.
Thank you all for joining. We appreciate your time.
Integrated Assembly Solutions
- Reduce your total cost of ownership up to 60% by eliminating secondary machining or providing parts consolidation
- Reduce part weight by up to 75% with thinner walls using a lower material density when compared to aluminum die castings for weight sensitive applications
- Reduce your time to market by providing a single point for part and tooling design including all tool manufacture
- Eliminate cost with multi-supplier part supply logistics and quality management
- Part design assistance
- Material selection
- Tooling design & manufacture
- Production start-up with part approval


Learn About Integrated Assembly Solutions from Parker Chomerics
- New product releases
- Updated support documentation and articles
- Existing product notifications
- The latest white papers, videos, and much more!
